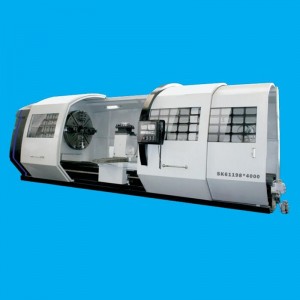
CH61200L CNC dreiesenter med C-akse
Kort instruksjon
Denne maskinen er sammenkoblet med C-aksen, mate X- og Z-aksen, tre akser kan kobles og bevege seg sammen med multifunksjon og høy kutteeffektivitet.
Sammenkoblet med SIEMENS 828D CNC-system.
To gir med spindelhastighet, og trinnløs hastighet i gir, hydraulisk girskift, konsekvent skjæring av linjehastighet.Hovedspindelmotor er SIEMENS 37KW AC servomotor, reduser hastigheten og øk dreiemomentet med gir, spindelhastigheten er 5-200rpm.
C-aksen er indeksert av høypresisjon AC-servomotor, og hydraulisk automatisk låsing, og bruker sirkulært gitter for faktisk posisjonsdeteksjon;X-aksen tar i bruk SIEMENS AC servomotordrevet og høypresisjon kuleskruepar for å realisere sidebevegelse, Z-aksen vedtar SIEMENS AC servomotordrift med høy presisjon ormredusering for å bevege seg i lengderetningen, både X, Z-aksen er utstyrt med gitteret for faktisk posisjonsdeteksjon, lukket sløyfekontroll, med god posisjoneringsnøyaktighet og gjentatt posisjoneringsnøyaktighet
bruk av maskinen
Dette er en høyeffektiv skjæremaskin, egnet for bearbeiding av støpejern, stål og ikke-jernholdige metaller med høyhastighetsstål og hardlegeringsverktøy.Det kan være dreiing av ytre sirkel, endeflate, skjæring av spor, avskjæring, skjæring av indre hull, fresing av kilespor, fresing av spiralspor, boring og banking.
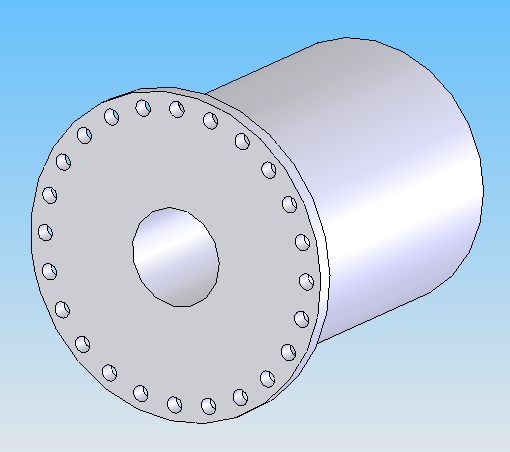
Skissekart over arbeidsstykket:

Fresing av nøkkelspor

Fresegjenger med skiftende stigning
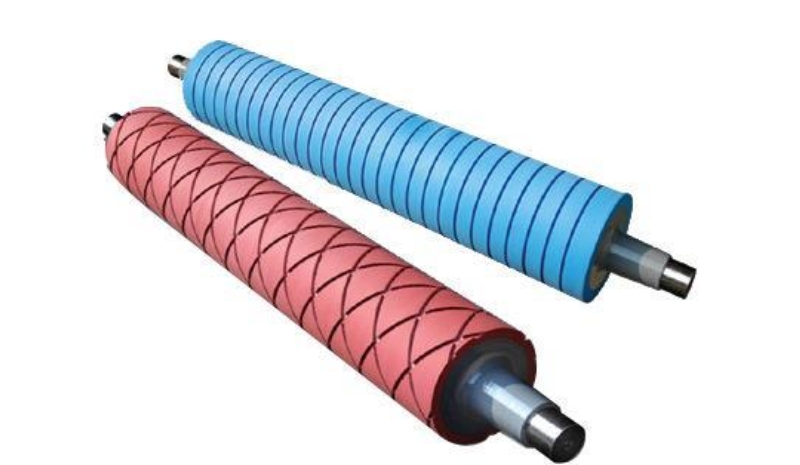
Fresespiralspor, skalamønster
parameter og kapasitet
| Bredde på føringsvei | 1100 mm |
| Maks.svingdiameter over sengen | φ2040mm |
| Maks.svingdiameter over verktøystolpen | φ1500mm |
| Maks.arbeidsstykkelengde | 12000 mm |
| Maks.arbeidsstykkevekt mellom senter | 10T |
| hovedoverføring | |
| Frontlager på spindel | φ220 mm |
| Spindelhastighetsområde | 5-200r/min |
| Spindelboringsdiameter | φ130 mm |
| Fremre avsmalning av spindelhull | metrisk nr.140 |
| Hovedmotorkraft, servomotor | 37KW |
| Spes.av spindelenden | 1:30 |
| fôroverføring | |
| X-aksevandring | 85 mm |
| z-aksevandring | 11800 mm |
| x-aksens raske kjørehastighet | 4m/min |
| z-aksens raske kjørehastighet | 4m/min |
| Servomotor dreiemoment od x akse | 27Nm |
| Servomotorens dreiemoment od z-aksen | 36 Nm |
| Horisontalt 8-posisjons krafttårn | 0.5.473.532.8 |
| Snittstørrelse på verktøyskaft | 32mmx32mm |
| Bakkjede | |
| Fjærdiameter på bakstokken | φ260 mm |
| Quill reise | 300 mm |
| Konisk hull av fjærpenn | metrisk nr.80 |
| Assistent jevn hvile (2 sett) | |
| Lukket fast hvile | φ400-φ700 mm |
| chuck | |
| Chuck med fire kjever | φ1600mm |
| C-aksen | |
| Maks.dreiemoment under fastspent tilstand | 3000 Nm |
| Posisjoneringsnøyaktighet for C-aksen | 36" |
| Gjenta posisjoneringsnøyaktigheten til C-aksen | 18" |
Hovedstruktur
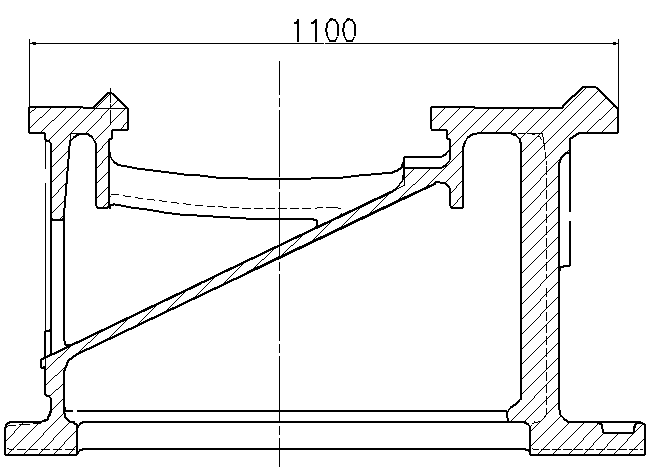
1) seng
Sengen er en seng av gulvtypen med en bredde på 1100 mm og en høyfast harpikssandstøping.Materialet er HT300.Sengen har fordelene med sterk stivhet, stor bæreevne og god stabilitet
Føringsveien er ett fjell og en flat struktur, hardheten på føringsveien er over HRC52, tykk herdedybde er nyttig å slipe.
Sengekroppens indre hulrom er forsynt med W-formet forsterkende ribbe, som i stor grad styrker maskinsengens stivhet og reduserer deformasjonen på grunn av bærevekten.
Etter aldring av støpegodset kan det fjerne restspenningen i støpingen, og redusere frigjøringen av restspenningen i behandlingen og bruken av maskinen.
Det er skrånende og buede hull på baksiden av sengen som brukes til sponfjerning.Brikken, kjølevæsken, smøreoljen og så videre fjernes direkte i sponbrettet.Så sponrengjøringen er praktisk, og kjølevæsken kan resirkuleres
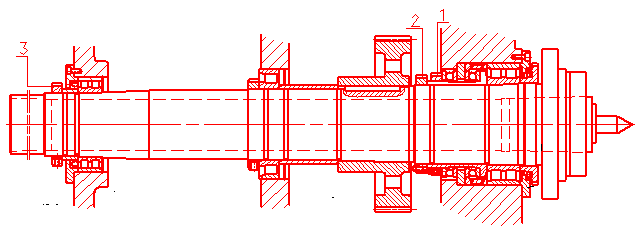
2) Toppdeksel
Spindelen vedtar trepunktsstøtte, med frontenden som den faste enden, midtre og bakre ender som reiseende, fremre og bakre ender som hovedstøtte, og midten som hjelpestøtte.Den aksiale posisjonen er innstilt på den fremre enden av spindelen, slik at spindelen strekker seg bakover etter å ha blitt oppvarmet, og eliminerer virkningen av den termiske forlengelsen av spindelen på nøyaktigheten til maskinverktøyet.
Dreiebenkens hoveddrift er realisert av Siemens AC-spindelmotor gjennom remskive, gir og fire-trinns hydraulisk automatisk giring.Spindelens konstante dreiemomentområde er stort og skjæring med konstant lineær hastighet kan realiseres.Spindellageret er et spesielt lager, med høy presisjon og sterk stivhet.
Toppdekselet smøres av sterk olje, og topplagertannhjulene og lagrene smøres av en spesiell oljepumpe.Den fremre enden av spindelen vedtar den doble tetningsstrukturen av labyrint og spor, som effektivt kan forhindre oljelekkasje og fremmedlegemer fra å komme inn i hodestokken.
3): verktøyinnlegg
Bruk tysk SAUTER 8-posisjon horisontalt tårn 0.5.473.532.8, dette tårnet har funksjon for å kutte ytre sirkel, endeflate og gjenge samt fresing, boring og tapping.Dette tårnet er drevet av SIEMENS servomotor installert på den, og parret med følgende tilbehør.
| Ser.Nei. | Navn | Type | Antall |
| 1 | Krafttårn | 0.5.473.532.8 | 1 |
| 2 | Kutterhode | 0.5.901.032/077790 | 1 |
| 3 | 0-graders kutterholder | 0.5.921.106-117859 | 1 |
| 4 | 90-graders kutterholder | 0.5.921.206-117866 | 1 |
| 5 | Utvendig sirkelskjæreholder | B2-60X32X60-113908 | 2 |
| 6 | Innvendig sirkelskjæreholder | E2-60X50-113961 | 2 |

4) Z- og X-aksen:
Diameteren på kuleskruen på X-aksen erφ40x5, Z-aksen drives av tannstang og tannhjul, tannmodulen er m=5, og z-aksen bruker full lukket sløyfekontroll ved å gi linjaltilbakemeldinger
5) Halelager
Tailstock består av øvre del og bunndel, pinne og pinne senterlinjejusteringsorganisering er installert i øvre del.Bakdekselets vandring drives av motor.Fjærpennen på halestokken kan rotere.
6) smøresystem
Smøring av lagre i topplager, gir og lager i topplager og andre tilfeller leveres av spesialpumpen, smøring av kuleskruelagre og hvert smørepunkt på maskinen vedtar intermitterende og konsentrert smøring, og smøretiden er justerbar, slik at den forhindrer effektivt sløsing med smøreolje, og kan effektivt forbedre maskinens dynamiske respons og levetiden til føringsveien og kuleskruen.
hydraulisk system
Hydraulisk system brukes for automatisk endring av spindelhastighet og tvungen kjølevæske av gir i topplager samt automatisk låsing av C-akse.
7)C-akse
C-aksen drives av en servomotor, kan automatisk bytte til overføringsmodus for spindel og C-akse, baksiden av spindelen er utstyrt med høypresisjons sirkulært gitter av C-aksen og bremsedemping.Med hele lukket sløyfe målesystem.
Nøyaktighet av maskinen
| Fullfør kutting av ytre sirkel | 0,005 mm |
| Maskineringskonsistens, på 300 mm lengde | 0,03 mm |
| Flathet av ferdigskjæring flat, | |
| på diameter 300 mm | 0,025 mm, konkav |
| X-aksen | |
| posisjoneringsnøyaktighet | X≤0,03 mm |
| gjenta posisjoneringsnøyaktighet | X≤0,012 mm |
| Z-aksen | |
| Posisjoneringsnøyaktighet, på 10000 mm lengde | X≤0,13 mm |
| Gjenta posisjoneringsnøyaktighet | X≤0,05 mm |
| C-aksen | |
| posisjoneringsnøyaktighet | 36" |
| gjenta posisjoneringsnøyaktighet | 18" |